Подобных предприятий нет в России, раньше аккумуляторы закупались из-за рубежа.
Фото: пресс-служба администрации Санкт-Петербурга
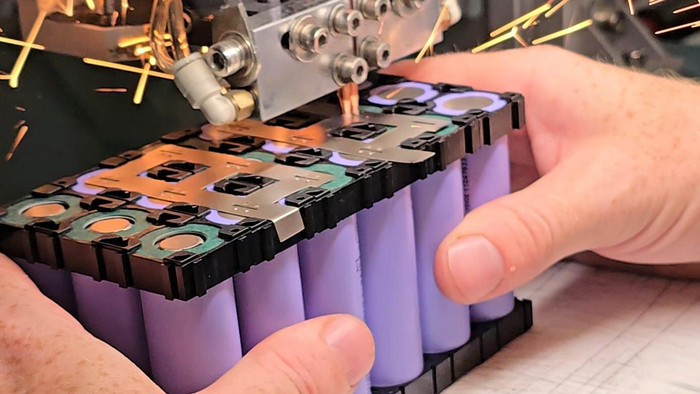
В Петербурге запустили первое в России предприятие по производству литиевых аккумуляторов, сообщили в пресс-службе Смольного.
Подобные источники питания сегодня могут широко применяться в портативных медицинских приборах, беспилотных системах, морской технике и других автономных устройствах.
Запустившая производство компания «Кравт» — резидент «Технопарка Санкт-Петербурга», член Ассоциации промышленных предприятий Санкт-Петербурга, аккредитованная ИТ-компания, участник федерального проекта «Единой России» «Выбирай Своё».
Новые источники питания из Санкт-Петербурга оснащены передовыми технологиями, отвечающими самым актуальным запросам. Одной из ключевых особенностей является возможность зарядки аккумуляторов даже в условиях низких температур.
Предприятие успешно запустило массовое производство аккумуляторных источников питания различной степени сложности. Ассортимент включает как стандартные модели, так и инновационные «умные» батареи с интегрированной системой управления (BMS), разработанной компанией. Эта система обеспечивает непрерывный мониторинг состояния аккумулятора, гарантируя его безопасную и оптимальную работу.
Привет, инженеры Пикаряне и Пикабуряне ! Вы, наверное, тоже это чувствуете? Чувство, когда вроде бы ты не зря пять лет на пару с пивом и дошираком грыз гранит науки, а потом ещё десять лет в полевых условиях, скрепя зубами, разбирался в том, что преподы забыли упомянуть? А потом приходишь на собеседование, и тебе говорят: "Извините, но вы не работали именно с этим САПР версии 3.14. И вообще, вы не наш клон".
В современном мире, где инновации и прорывные технологии стали мантрами, рынок труда для инженеров-конструкторов сталкивается с парадоксальной реальностью.
Безумие на Рынке Труда: Поиск Идеального Клона
Вместо того чтобы искать таланты, способные мыслить вне шаблонов и создавать будущее, многие компании зациклились на поиске «идеальных клонов» – специалистов, чьи навыки максимально точно копируют прошлый опыт конкурентов или, что еще абсурднее, ограничиваются знанием конкретной версии программного обеспечения. Это не просто проблема найма, это системный кризис, угрожающий самому духу инженерной мысли.
Вы подаёте резюме, полное опыта, инновационных идей и реализованных проектов. И получаете отказ. Почему? "Вы не работали именно в нашей сфере". Ладно, вы находите компанию из своей отрасли, но вновь слышите: "Вы работали в нашей сфере, но не с этим сегментом техники". И даже если вы чудом пройдёте этот фильтр, то напоретесь на следующий: "Вы работали с этим сегментом, но не с этим САПР".
"Выгорел на предыдущем месте."
HR: "Иди лесом, нам уставшие не нужны. И вообще, это что за слабость такая?"
"Не сработался с руководителем."
HR: "Конфликтный токсик, пошёл в пень. Мы тут все одна большая семья, и ты нам свою негативную ауру не принесёшь!"
"Попал под сокращение."
HR: "Подозрительный ты тип, ценные кадры не сокращают. Наверное, что-то скрываешь, двоечник!"
"Взял паузу на несколько месяцев, чтобы отдохнуть, прежде чем выходить на новую работу."
HR: "Ну его на фиг, может себе позволить уволиться в никуда. А если он такой богатый, зачем ему вообще работать у нас за эти копейки?"
"Мне нужна работа, чтобы зарабатывать на жизнь."
HR: "Что?! Ты не мечтаешь работать в ИП "Рога и Копыта", а просто хочешь, чтобы тебе платили зарплату?! Это возмутительно! Где твой огонь в глазах, где наша корпоративная культура в твоей душе?!"
Это не просто отказы, это форменное помешательство! Каждый год градус этого безумия растёт, и это не крик обиженного соискателя, а трезвая констатация диагноза всего инженерного рынка труда. Работодатели, словно заворожённые, ищут идеальную копию предыдущего сотрудника. Они хотят буквально CTRL+C, CTRL+V опыт, который, возможно, был актуален полгода, год или даже два назад у конкурентов. Вдумайтесь: вы действительно считаете, что копировать вчерашние решения — это эффективно? Это ли путь к лидерству на рынке?
Они ищут каких-то розовых единорогов со снежно-белой, ничем не запятнанной репутацией, которые никогда не устают, никогда не спорят и горят идеей работать за еду. А их, сюрприз-сюрприз, НЕТ! Таких просто не существует в природе!
Но знаете что? Если кандидату нужно надеть костюм этого чёртового розового единорога, чтобы вы обратили на него внимание, он его наденет! Потому что счета приходят каждый месяц! Коммуналка не ждёт, дети хотят есть, и ипотека сама себя не закроет. Это — правда.
Но, видимо, эта правда вам не нужна. Вам нужны сказки.
Почему Компании Выбирают Посредственность
А вас Штирлиц я попрошу остаться, пройдемте в КБ. Нам нужна Секретная разработка
Почему это происходит? А причин, как всегда, несколько:
Страх перед риском: Взять человека с нестандартным опытом? Да вы что! А вдруг он сломает то, что и так не работало? Проще взять того, кто уже тыкал в конкретную версию SolidWorks. Надёжно, как Жигули, которые хоть и ломаются, но зато свои.
Краткосрочная выгода: "Надо здесь и сейчас!" – кричат менеджеры. И выбирают "самого простого исполнителя", потому что он "дёшев" и "сразу в бой". А потом удивляются, почему продукт сырой, сроки сорваны, а рынок ушёл вперёд.
Бюрократия и "эффективные" начальники: Особенно в "госах". Решения о покупке ПО или найме принимают люди, которые сами в последний раз видели чертёж в школе. Денег на обучение нет, инициатива карается, а инновации тонут в болоте согласований.
Потеря "настоящих" инженеров: Нам клепают "корочки", но реального понимания математики, физики, механики – нет. Зато они умеют нажать "кнопку А" и получить "картинку Б". И работодатели, не разбираясь, радуются: "Смотрите, какой спец! Он умеет в Фотошоп CAD!"
Запомните, господа кадровики: CAD-система – это инструмент, а не мозг! Это как молоток для плотника. Умение держать молоток не делает тебя мастером, который может построить дом. Настоящий инженер – это творец, который видит систему, понимает принципы и может решить проблему, которую никто до него не решал. А вы оцениваете хирурга по марке скальпеля, а не по количеству успешно проведенных операций. Вот и получаем в итоге тех, кто "знает кнопки", а не тех, кто строит мосты в будущее.
Государственные vs. Частные Предприятия: Две Стороны Одной Медали
Мне за державу обидно
Дихотомия между государственным и частным сектором в контексте инженерного труда ярко показывает две грани одной и той же проблемы:
Госпредприятия: Здесь правят бюрократия и "опыт", который медленно гниет в папках. Зарплаты – смех да и только. Зато можно часами обдумывать задачу, пока она не потеряет актуальность.
Частный сектор: Тут скорость – бог. Ты – "фаст-фуд инженер", работаешь по шаблону, чтобы успеть к завтрашнему дедлайну. Зарплаты, может, и повыше, но выгорание наступает быстрее, чем успеваешь оформить ипотеку. Творчество? Забудь!
И то, и другое ведёт к одному: мы теряем свой истинный потенциал, а инженерная мысль обесценивается.
Что Делать, Братцы?
Что Делать, Братцы?
Риторический вопрос, но давайте попробуем накидать вариантов:
Перестать искать клонов! Смотрите на системное мышление, адаптивность, потенциал.
Вкладываться в нас! Дайте возможность учиться, обмениваться опытом, да хотя бы просто не работать по 12 часов!
Вернуть престиж профессии! И да, это про зарплаты, чтобы мы могли хотя бы ипотеку закрывать, а не только на гречку хватало.
Воспитывать инженеров с пелёнок! Не "курсы по дронам за пару месяцев", а нормальное фундаментальное образование, которое развивает голову, а не только скилл тыканья в кнопки.
Начать говорить! Бизнес, образование, мы, инженеры – пора садиться за один стол и решать, куда катимся.
Иначе так и будем копировать вчерашние решения, довольствуясь ролью "дешёвой рабочей силы" и "операторов САПР". Выбор за нами: строить будущее или барахтаться в прошлом, как те самые русалки из мема.
Как инженер скажу: чтобы быть на шаг впереди, нужно не копировать то, что уже сделано, а предложить принципиально новый подход. А кто способен увидеть эти новые подходы лучше, чем человек из смежной, а порой и вовсе противоположной сферы? У такого спеца просто нет шаблонов! Ему не мешает "опыт", который на самом деле — тормоз.
Конечно, куда проще штамповать однотипные фильтры и клеймить каждого, кто не вписывается в узкие рамки. Куда безопаснее нанять "понятного" кандидата, который умеет проектировать "синее ведро" или "коня в вакууме", чем разглядеть настоящий потенциал в игроке с совершенно другого поля. Для таких решений нужна смелость. Но, увы, смелых сегодня мало. Их вытеснили лояльные.
Производство машиностроительных деталей – это сложный процесс, требующий глубокого понимания не только инженерных, но и экономических, а также правовых аспектов.
Производство "стержня" ом-0814.2170-04: комплексный анализ технологии и экономики в реалиях белорусского производства
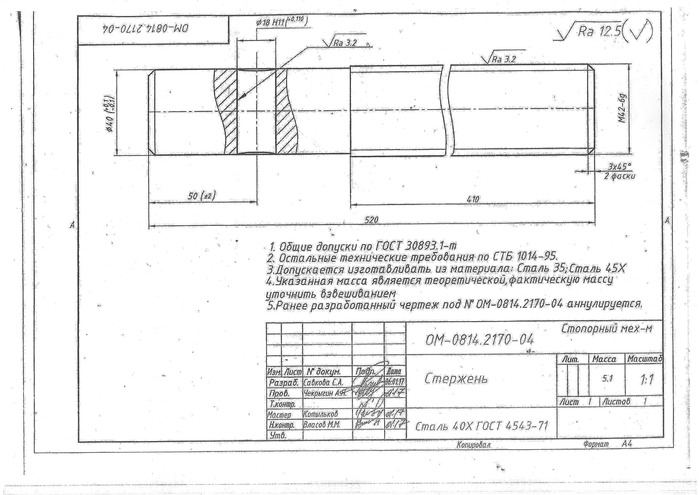
Мы детально рассмотрим технологический процесс изготовления "Стержня" ОМ-0814.2170-04 из легированной конструкционной стали 40Х (ГОСТ 4543-2016) в рамках процедуры закупки № 2025-1257921, проанализируем его технические особенности, расчетную себестоимость, потенциальные риски и пути оптимизации.
Производство "стержня" ом-0814.2170-04: комплексный анализ технологии и экономики в реалиях белорусского производства
Исходные данные: основа планирования
Заказ на 3120 штук "Стержней" из Стали 40Х с габаритами заготовки Ø45x520 мм представляет собой внушительную партию. Важным условием является предоставление материала заказчиком, что, с одной стороны, снижает прямые затраты на сырье для производителя, но, с другой, перекладывает на него ответственность за приемку, хранение и внутрицеховую логистику примерно 16 тонн прутка. Фиксированная цена за единицу в 17.60 BYN без НДС (общая сумма с НДС - 65 894.40 BYN) накладывает жесткие рамки на себестоимость. Производительность около 45 штук в день для выполнения заказа в 3.5 месяца требует отлаженного технологического процесса.
Ключевые технические требования к "Стержню" включают:
Длинную резьбу М42-6g на 410 мм: Это требует высокой точности и стабильности процесса для исключения биения и брака.
Поверхность Ø40(+-0.1) на длине 110 мм с Ra 3.2: Эта поверхность отвечает за сопряжение с другими элементами, и допуск требует прецизионной обработки.
Поперечное отверстие Ø18H11 (+0.11/0) с Ra 3.2: Оно критично по расположению (50 мм от торца) и точности диаметра.
Технологический процесс: от заготовки до готовой детали
Производство стержня включает в себя несколько последовательных операций, каждая из которых имеет свои особенности и требования к оборудованию и инструменту.
1. Заготовительная операция (000)
Материалом служит пруток Стали 40Х диаметром Ø45 мм. Для отрезки используется ленточнопильный станок с ЧПУ (например, Behringer, Kasto). Выбор этого типа станка обеспечивает высокую точность отрезки и минимальный отход материала, что крайне важно при больших объемах. Заготовки отрезаются длиной 522-523 мм с учетом припуска на торцевание. Проводится выборочный контроль длины и перпендикулярности торцов.
2. Токарная операция (черновая/получистовая) (005)
На этом этапе используется токарный станок с ЧПУ (DMG MORI NLX, HAAS ST-20), который гарантирует высокую точность и повторяемость.
Установ а: Заготовка устанавливается в 3-х кулачковый патрон с поджимом задней бабкой. Выполняется черновое точение поверхностей под резьбу (Ø45 -> Ø42.2 мм) и под Ø40 (Ø45 -> Ø40.5 мм), торцевание и центровка.
Установ б: Деталь переустанавливается, зажимается за обработанный участок Ø40.5 мм (с защитными вкладышами), затем производится окончательное торцевание и снятие фаски со стороны резьбы.
Проводится визуальный и инструментальный контроль диаметров, длины и шероховатости Ra 12.5.
3. Токарная операция (чистовая и резьбонарезание) (010)
Эта операция выполняется на том же или аналогичном токарном станке с ЧПУ.
Установ а: Проводится чистовое точение поверхности Ø42.0 мм под резьбу на длину 410 мм, с последующим многопроходным нарезанием резьбы М42-6g. Для столь длинной резьбы критически важно использование люнета для предотвращения биения и вибрации. Это значительно снижает риск брака, который, по данным ЦНИИТМАШ, может достигать 12% без должной поддержки.
Установ б: Выполняется чистовое точение поверхности Ø40h9 на длину 110 мм. Применяются мягкие вкладыши или резьбовые кулачки для исключения повреждения уже нарезанной резьбы.
Контроль осуществляется с помощью резьбового калибра-кольца 6g (ПР/НЕ), микрометра для Ø40h9, а также образца шероховатости Ra 3.2.
4. Сверлильная операция (поперечное отверстие) (015)
Для этой операции используется вертикально-сверлильный станок с ЧПУ или горизонтальный обрабатывающий центр. Сначала сверлится отверстие Ø18 мм, а затем применяется зенкер (развертка) Ø18H11 для обеспечения точного допуска и шероховатости Ra 3.2. Ключевым элементом здесь является специальный кондуктор, который обеспечивает точное позиционирование отверстия (на расстоянии 50 мм от торца и по центру Ø40h9). Отсутствие кондуктора практически гарантирует 100% брак по расположению.
Проводится контроль с помощью калибра-пробки Ø18H11, штангенциркуля для контроля расположения (50 мм), а также индикаторного измерения биения для проверки соосности.
5. Окончательный контроль (020) и упаковка (025)
На этом заключительном этапе проводится выборочный контроль всех размеров, фасок, резьбы и шероховатости. Затем готовая продукция упаковывается: резьба защищается, поверхности консервируются техническим маслом, и стержни укладываются в короба с перегородками.
Экономический анализ и расчет себестоимости
Расчет себестоимости является краеугольным камнем успешного выполнения заказа. Ориентировочное штучное время на изготовление одной детали составляет 31.5 минут, что для всей партии выливается в 1638 часов работы.
Давайте рассмотрим расчет себестоимости одной единицы продукции:
Основная заработная плата (фзп): 7.88 BYN. Это рассчитывается как 1638 часов работы, умноженные на 15 BYN/час, и разделенные на 3120 штук.
Начисления на фзп (34% по фсзн): 2.68 BYN. Этот показатель определен Инструкцией Минэкономики №30.
Амортизация оснастки: 0.64 BYN. Это затраты на кондуктор стоимостью 2000 BYN, распределенные на 3120 штук.
Энергия: 1.91 BYN. Рассчитывается исходя из потребления токарного станка с ЧПУ (15 кВт) и стоимости электроэнергии (0.36433 BYN/кВт·ч).
Транспорт/логистика: 0.40 BYN. Согласно Постановлению №1065 п. 45.
Накладные расходы (80% от фзп): 6.30 BYN, или 7.88 BYN, умноженные на 0.8.
Итоговая себестоимость одной детали составляет 24.01 BYN. При этом цена заказчика без НДС фиксирована на уровне 17.60 BYN. Таким образом, мы получаем убыток в 6.41 BYN с каждой детали. Это означает общие потери для предприятия в размере около 20 000 BYN на весь заказ.
Анализ рисков и пути оптимизации
Проблема убыточности требует немедленного внимания и мер по оптимизации.
Юридические и налоговые коллизии:
Фиксация цены: Установленная Письмом №13/661 цена явно противоречит п. 12 Постановления №1065, который гласит: "Цена должна покрывать экономически обоснованные затраты". Это дает юридическое основание для инициации дополнительного соглашения к договору (ст. 421 ГК РБ) с требованием корректировки цены до 21.50 BYN/шт (без НДС).
Налоговые последствия: Производство в убыток не позволяет уменьшить налог на прибыль (ст. 144 НК РБ), что может привести к доначислению налогов.
Компенсация оснастки: Важно включить в договор пункт о возмещении заказчиком затрат на специализированную оснастку (например, кондуктор стоимостью 2000 BYN) на основании п. 3.5 Постановления №1065.
Технологические риски и меры по их снижению:
Длинная резьба (м42x410): Без люнета риск биения и брака очень высок. Внедрение люнета позволит сократить брак на 8%, что эквивалентно экономии примерно 15 680 BYN на партии.
Отверстие ø18h11: Без кондуктора гарантирован брак по расположению. Использование кондуктора и развертки не только обеспечивает точность, но и позволяет сократить время операции с 5 до 2.5 мин/шт, экономя около 9 360 BYN.
Совмещение установок: Оптимизация токарных операций за счет совмещения установок (А и Б) может уменьшить время на 15%, принося экономию в 7 020 BYN.
Экономические меры:
Налоговая оптимизация: Регистрация кондуктора как нематериального актива (НМА) с амортизацией в 3 года (ст. 132 НК РБ) и применение льготы по инновациям (ст. 181 НК РБ) могут значительно снизить налог на прибыль (до 30%).
Учет тпз и тшт: Для крупносерийного производства (3120 шт.) подготовительно-заключительное время (Тпз) распределяется на большое количество деталей, делая его вклад в себестоимость минимальным. Основное внимание должно быть уделено штучному времени (Тшт), особенно его составляющим – основному времени (То) и вспомогательному времени (Тв).
Инвестиции в оснастку: Существенное сокращение вспомогательного времени достигается за счет быстрозажимных приспособлений, точных кондукторов и резьбовых кулачков. Эти инвестиции, несмотря на первоначальные затраты, значительно сокращают время на установку, выверку и снятие детали, снижая вероятность брака и обеспечивая существенную экономию на больших партиях.
Заключение: путь к прибыльности
Текущий контракт на производство "Стержня" ОМ-0814.2170-04, при существующих условиях, является убыточным для производителя. Основные причины кроются в недооценке затрат на амортизацию оборудования, заработную плату станочников и критически важных инвестиций в специализированную оснастку.
Для обеспечения прибыльности и успешного выполнения заказа необходимо предпринять комплексные меры:
Юридическое воздействие: Инициировать пересмотр цены на основании несоответствия ее экономически обоснованным затратам (ст. 424 ГК РБ и Постановление №1065).
Технологическая модернизация: Внедрение люнета для токарных операций и специализированного кондуктора для сверления, а также оптимизация установок для сокращения времени обработки и минимизации брака.
Экономическая оптимизация: Максимальное использование льгот по налогообложению и включение компенсации за оснастку в договор.
Только такой интегрированный подход позволит производству не только выполнить обязательства по контракту, но и выйти на экономически обоснованные показатели, обеспечив устойчивое развитие предприятия.
В конечном итоге, успех в таком проекте зависит от детального планирования, гибкости в переговорном процессе и готовности к инвестициям в технологии, которые окупятся на больших объемах производства.
Проблема 2010 г: Снижение качества литья и повышение брака
Кейс-стади: Внедрение инновационных чайниковых ковшей на литейных производствах Беларуси
Литейные производства в Беларуси, сталкиваясь с использованием традиционных конических разливочных ковшей, испытывали ряд серьезных проблем:
Высокий процент брака литья: Частым явлением было попадание шлака и неметаллических включений в расплавленный металл во время разливки, что приводило к дефектам отливок.
Сложность поддержания чистоты металла: Отсутствие эффективного механизма удержания шлака требовало дополнительных операций по его удалению, что увеличивало трудозатраты и время производственного цикла.
Потери тепла металла: Открытая поверхность расплава в обычных ковшах способствовала быстрому остыванию металла, ухудшая его текучесть и влияя на качество конечного продукта.
Эти факторы приводили к значительным экономическим потерям, снижению конкурентоспособности и увеличению отходов производства.
Решение: Внедрение чайниковых ковшей производства Белоозерского энергомеханического завода
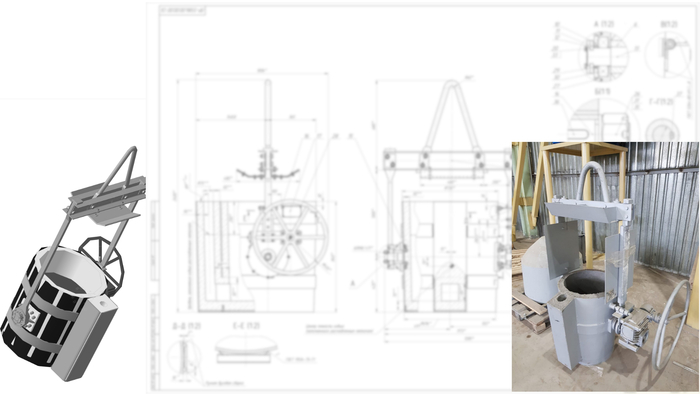
Белоозерский энергомеханический завод (БЭМЗ) предложил инновационное решение — разработку и внедрение чайниковых ковшей, специально спроектированных для разливки углеродистых и нержавеющих марок сталей и сплавов. Проект включал в себя комплексную работу по созданию, тестированию и оптимизации конструкции ковшей.
Ключевые особенности чайниковых ковшей, отличающие их от традиционных аналогов:
Специальная огнеупорная перегородка: Встроенная в разливочный носок ковша, эта перегородка не доходит до дна, создавая эффект "сифонной" разливки. Это позволяет удерживать верхний слой шлака внутри ковша, предотвращая его попадание в форму.
Сохранение температуры металла: Слой шлака, остающийся в ковше, служит теплоизоляцией, что помогает поддерживать стабильную температуру расплава и защищает его от окисления.
Возможность комплектации шаблоном для футеровки: Для решения проблемы сложности обслуживания и чистки разливочного носка после каждой разливки, предусмотрена дополнительная комплектация ковша специальным шаблоном. Этот шаблон подходит для набивных масс и наливных бетонов, значительно упрощая процесс футеровки и повышая эффективность обслуживания.
В рамках проекта был проведен полный цикл работ, включая создание 3D-моделей и чертежей, расчеты прочности и жесткости конструкции, выбор оптимальных материалов, а также взаимодействие с производственным и технологическим отделами для оптимизации процессов. Разработка конструкторской документации велась в соответствии со стандартом СТБ 1857-2009 для ковшей весом 1 тонна.
Проект по разработке, тестированию и внедрению инновационных чайниковых ковшей на литейных производствах Беларуси был реализован в рекордно короткие сроки — всего за 6 месяцев от этапа технического задания (ТЗ) до создания готового пилотного образца.
Основным инструментом для разработки конструкторской документации и 3D-моделей чайниковых ковшей стала система автоматизированного проектирования (САПР) Компас 3D версии 12. Компас 3D является широко используемой САПР на промышленных предприятиях Беларуси, что упрощает обмен данными и интеграцию проекта в существующие производственные процессы.
Результаты: Чистый металл, снижение брака и оптимизация производства
Внедрение чайниковых ковшей на литейных производствах Беларуси принесло ощутимые результаты:
Значительное снижение брака литья по неметаллическим включениям: Благодаря "сифонной" разливке в форму поступает только чистый металл, что резко сокращает количество дефектных отливок.
Улучшение качества продукции: Повышение чистоты металла и стабильность его температуры позитивно сказались на механических свойствах и внешнем виде конечных изделий.
Оптимизация производственных процессов: Упрощение обслуживания ковшей за счет использования шаблонов для футеровки позволило сократить время простоев и повысить общую производительность.
Экономия ресурсов: Сохранение температуры металла уменьшило потребность в дополнительном подогреве и позволило более эффективно использовать энергию.
Выгоды для клиента: Экономическая эффективность и повышение конкурентоспособности
Использование чайниковых ковшей от БЭМЗ обеспечило литейным предприятиям Беларуси следующие ключевые выгоды:
Прямая экономия: Сокращение процента брака привело к снижению потерь сырья и энергии, а также уменьшению затрат на переработку бракованной продукции.
Повышение производительности: Ускорение процессов разливки и обслуживания ковшей способствовало увеличению объема выпускаемой продукции.
Улучшение репутации: Производство высококачественных отливок без дефектов усилило доверие клиентов и укрепило позиции предприятий на рынке.
Технологическое преимущество: Внедрение передовых технологий позволило предприятиям получить конкурентное преимущество перед другими участниками рынка.
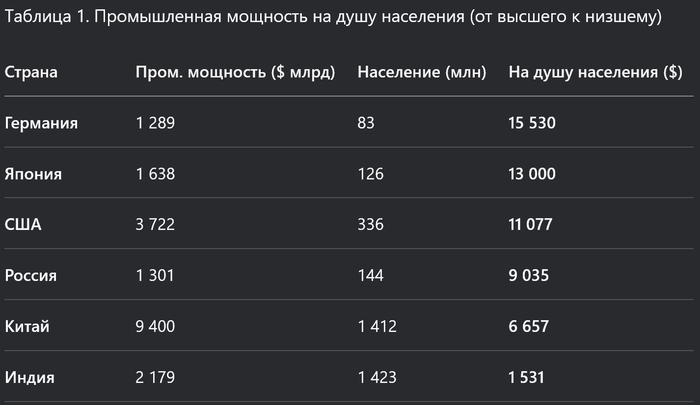
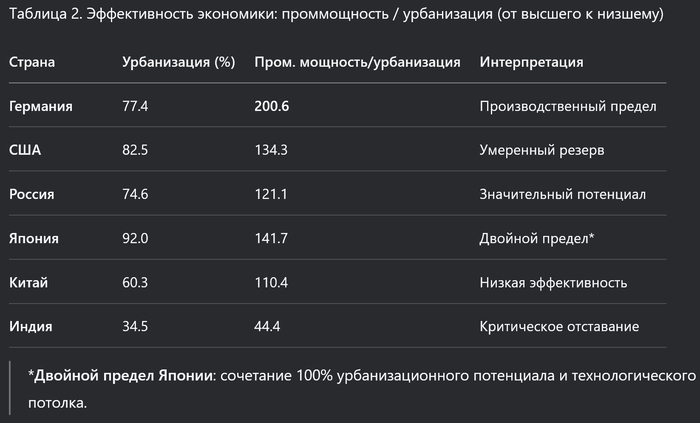
Актуализированный анализ промышленной мощности, урбанизации и экономической эффективности (2025 г.)
На основе данных Всемирного банка, МВФ и национальных статистических служб.
Тренды: Германия лидирует благодаря высокой автоматизации и экспорту машин (€122 млрд в 2024 г.). Разрыв России и США сократился до 18.4% против 31.5% в 2022 г. (рост обрабатывающей промышленности РФ на 7.6%).
Ключевые корректировки по Германии:
Урбанизация (77.4%):
Не достигла предела (резерв 22.6%), но отстает от США (82.5%) и Франции (80.7%).
Рост всего +3.2% за 20 лет против +8.1% в Китае.
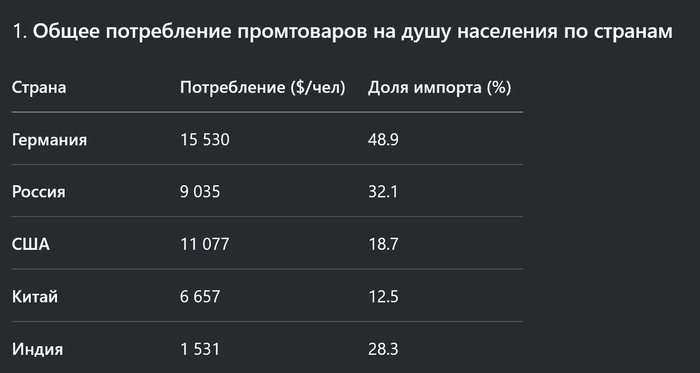
Производственный предел ($15 530/чел):
Технологический потолок (КПД 92–95% в машиностроении).
Экспортная зависимость: 48.9% промпродукции уходит на внешние рынки, уязвимость к кризисам.
Энергодефицит: Импорт 70% энергии ограничивает рост даже при урбанизационном резерве.
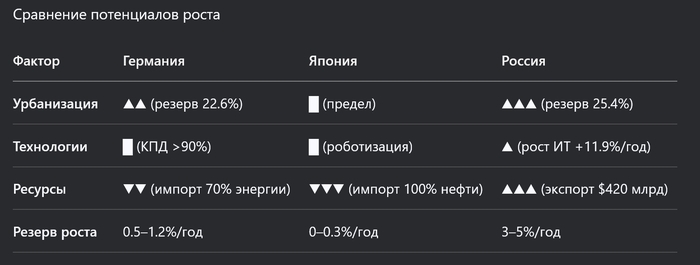
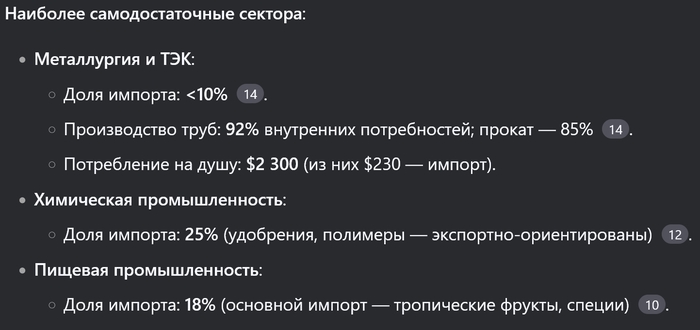
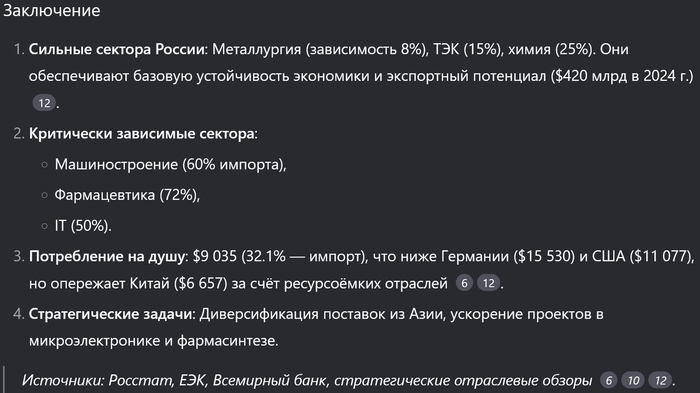
Выводы
Германия:
Производственный предел при сохранении урбанизационного резерва (77.4%).
Рост сдерживают энергозависимость и технологический потолок.
Япония:
Исчерпан двойной лимит: урбанизация (92%) + эффективность производства.
Бытует мнение, что люди одной профессии чем-то похожи. Можно спорить, но крановщики Северной верфи знают: их объединяет одно — страсть к высоте. Наталья Бурдакова, машинист крана дока «Кораблестроитель Дмитрий Афанасьев», — живое доказательство. Её история — о том, как детская мечта достать до неба стала делом всей жизни. О том, почему работа крановщика — это не просто подъём грузов, а тонкое искусство баланса, где цена ошибки — человеческие жизни. И о том, как женщина в «мужской» профессии не просто нашла своё место, а стала одной из лучших.
«Качели — моя первая любовь», - делится с редакцией заводской газеты Северной верфи Наталья.
Наталья Бурдакова не похожа на представителя суровой рабочей профессии. У неё лёгкая улыбка, спокойный голос и манера говорить так, будто она рассказывает не о многотонных машинах, а о чём-то удивительно простом и прекрасном.
— В детстве я обожала качели, — вспоминает она. — Чем выше, тем лучше. Мне казалось, если раскачаться посильнее, можно коснуться неба.
Этот детский восторг перед высотой остался с ней навсегда. Только теперь вместо качелей — стальной кран, а вместо облаков — корабли, которые она помогает спускать на воду.
— Мне всегда везло, — улыбается Наталья. — Но тот день, когда я пришла на Северную верфь, был особенным.
Кадровик посмотрел на неё и спросил:
— Девушка, вы боитесь высоты?
Она чуть не рассмеялась.
— Работать крановщицей? Да, я согласна!
Так начался её путь в профессию, где нет места страху, невнимательности или слабости.
«Кран — это рояль, а я — пианист», - рассказывает Наталья.
Работа крановщика — это не просто «поднять-опустить». Это точность ювелира, хладнокровие сапёра и выносливость сталевара.
— Меня не сразу пустили в кабину одну, — рассказывает Наталья. — Сначала были месяцы учёбы под руководством наставницы.
— Она не делала скидок, — смеётся Наталья. — Говорила: «У тебя в руках не рычаги, а жизни. Ошибёшься — кто-то может не вернуться домой».
Такой подход — не перестраховка. Грузы на верфи весят десятки тонн. Одно неверное движение — и…
— Первый раз, когда кран послушался меня, я поняла: это моё.
Она говорит об этом так, будто речь идёт о первом поцелуе.
«Портальный или доковый — оба мои», - с гордостью говорит Наталья Бурдакова.
Бурдакова, как многие на Северной верфи — универсал. Начинала на портальном кране, но мечтала о доке.
— Здесь другая энергетика, — объясняет она. — Док — как сцена. Корабли — как актёры.
Её «рабочий кабинет» — кабина крана высотой с 12-этажный дом.
— Зимой — печка, летом — кондиционер. Кресло подогнано под меня.
Но расслабляться некогда. Краны в движении постоянно.
— Внизу — суета, а у меня — тишина и облака. Правда, любоваться ими можно только в обед.
«Команда дока — моя вторая семья», - с улыбкой делится крановщица.
С Ольгой Родиной они работают в тандеме двадцать лет.
— Мы не просто коллеги. Мы — подруги.
Но главная «семья» — это док. Здесь всё по-честному.
— Если корабль на воде — я с крана не схожу.
Крёстные матери и воздушные предложения
У Натальи есть особая миссия: во время спуска кораблей она доставляет крёстных матерей с дока на набережную.
— Я помню всех: Наталья Пилипенко (корабль «…») была первой. А Елена Разенко (корабль «…») получила предложение руки и сердца прямо в воздухе от коллеги старшего строителя по электрической части Сергея Добромиля! Так на заводе появилась еще одна семья.
Романтика? Нет, просто ещё один день на верфи.
Высота — это навсегда
— Мне до сих пор нравится подниматься в кабину. Ветер, солнце, вид сверху — это свобода.
Она смеётся:
— Качели были началом. А кран — продолжением.
Наталье Бурдаковой небо по-прежнему близко. И, кажется, оно отвечает ей взаимностью.
Не секрет, что доля импортных запчастей в российских автомобилях до сих пор достаточно велика. С чем это связано? Например, с тем, что производство некоторых деталей, чтобы быть конкурентоспособным, должно быть массовым. <...> Российские компании, ориентированные на внутренний рынок, могут делать несколько сотен тысяч таких деталей, но они будут в несколько раз дороже.