видимо автор вообще абсолютно ничего не понимает о чем пишет. выдавая провал за прорыв.
просто копипастит бог знает какую ерунду.
процессор эльбрус простроен на архитектуре VLIW
для процессоров общего назначения это полная дрянь. и в выпускать его для широкого круга задач, как нам сейчас нужно. это космическая глупость.
эта архитектура сама по себе проигрывает современным RISC/CISC процессорам с Out-of-Order (OoO ) в 4 раза при равенстве технологий изготовления. т.е. если его сделать по современным тех процессам, на сомом современном оборудовании он будет 4 раза хуже. вот что ты не делай. и это еще хорошо.
это уже давно пройденный этап как 25 лет назад. 25 ЛЕТ КАРЛ.
когда вышел Itanium который полностью провалился.
В режиме IA-64 это был самый быстрый процессор для вычислений с плавающей запятой, имеющийся на рынке. В то же время в целочисленных вычислениях он лишь немного превосходил процессоры равной частоты с системой команд x86. При выполнении неоптимизированного под Itanium программного кода для x86-систем его производительность была в 8 раз меньше, чем у x86-процессоров на той же частоте.
В 8 раз хуже КАРЛ. для общих задач.
т.е. наше государство вкладывает деньги в заведомую дрянь. которая настолько специфична что годиться в лучшем случае только для узкого круга задач.
Вместо того что бы вложить деньги сразу в нормальную архитектуру которая подойдёт вообще для всего. и закроет все потребности разом. например открытая RISC-V.
Скоро у китайцев будет современные свои процессоры.
А у нас будет как с автопромом. посмотрите что добился китай и наш прорыв в установке 6 скоростной механической коробки в весту и китайского вариатора ))))))))) несмотря на то что в 15 лет назад мы имели резервов на 500 ярдов долларов. а акп до сих пор нет.
почему мы так не делаем? ну вот такие компетенции у чиновников. ) полная бездарность российского руководства.
не говоря уже о авторе поста который просто хреначит посты о прорывах как под копирку ничего не понимая в предмете.
вот например мнение, сложившееся у экспертов в индустрии. Например, Линуса Торвальдса, Хеннеси и Паттерсона,
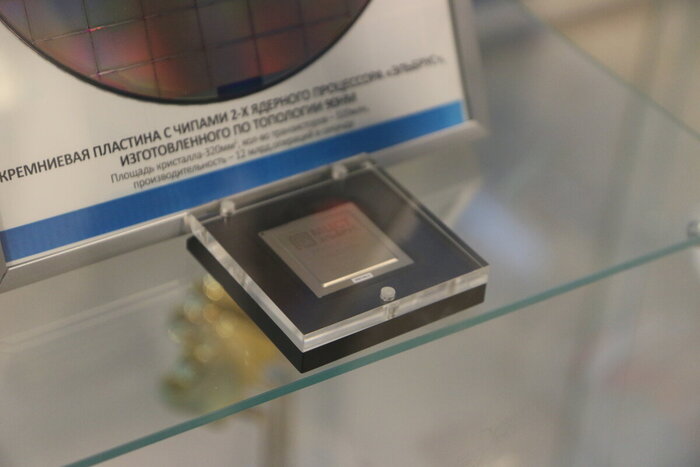
Многие из вас слышали о том, что в России разработан и применяется свой собственный микропроцессор. В мире очень мало стран, обладающих такими разработками, даже такие промышленные гиганты как Германия или Япония вынуждены применять иностранные микропроцессоры. В лучшем случае, даже если где-то и разработан собственный микропроцессор, то он, чаще всего, выполнен на базе лицензированного ядра ARM или MIPS.
Но в мире еще меньше стран, которые не только сами разработали архитектуру микропроцессора с нуля, но и самостоятельно его производят. Обычно, даже если кто-то сделал какой-то свой микропроцессор, его производство отдается на одну из глобальных фабрик, типа тайваньской TSMC. И только США производят свой собственный микропроцессор на своей собственной территории. Еще такое есть у Китая.
Но Россия не только имеет свою собственную архитектуру, но и самостоятельно производит микропроцессоры. Мне удалось увидеть один из таких процессоров вживую. Их делают в Зеленограде, на заводе "Микрон". На фото пластина с чипами этого процессора, ниже сам процессор в корпусе
А вот и сам процессор
Да, это не самые последние разработки компании МЦСТ, например существует уже восьмиядерный Эльбрус-8С, а на Микроне в Зеленограде делают двухъядерный. Но, для тех применений, для которых их делают, это несущественно. А для чего их делают? Об этом стараются особенно не распространятся, но есть информация, что применяют его в наших комплексах ПВО С-400, которые, как известно, лучшие в мире.
В том числе и благодаря нашему процессору.
Кстати, подписаться на сообщество «Сделано у нас» на Пикабу можно тут, а телеграм проекта здесь
Я вот реально не понимаю как они это делают, почему им удается переворачивать всё с ног на голову, а потом заставлять подавляющее большинство в это верить? То есть в реальности всё наоборот, ну или как минимум совсем не так, но люди верят в какой-то мусор, который напихали им в голову. Да еще и сопротивляются, когда этот мусор пытаешься из их головы доставать.
Еще до всех этих санкций, которые заставили нас свернуть производство SSJ-100, и запустить разработку нового лайнера, когда еще не оказывалось такого давления на покупателей (оно было, но кулуарным пока, не открытым), в 2018 году я провел сравнение популярности основных конкурентов Суперджет 100. И оказалось, что наш лайнер по популярности или лучше своих одноклассников, или вполне с ними сопоставим.
Со всех сторон доносится из СМИ и всяких блогов, что мол самолет Суперджет 100 не оправдал ожиданий, плохо продается, никто не хочет его покупать... И никто уже не помнит, что еще при создании лайнера изначально говорили что ниша 100 местных лайнеров достаточно узкая, и больших продаж ожидать не стоит.
Ну почему тогда не выбрали более широкую нишу? Потому что там властвуют Boeing 737 и Airbus 320, и лезть туда после десятилетий развала нашей авиапромышленности было просто глупо. А вот пободаться с бразильским Embraer и канадским Bombardier было вполне по силам.
Ну и как пободались? А мы сейчас посмотрим.
В 2002 году на рынок в нише самолетов до 150 мест вышли бразильцы со своим самолетом E-Jet. С тех пор они сделали 1858 лайнеров этой модели. Казалось бы куда там нам сравнивать, ведь Суперджетов сделали только около 200 штук.
Но, тут стоит учесть, что E-Jet это целое семейство лайнеров от 70 до 124 мест. И для корректного сравнения надо брать модификацию Е190 - она как раз размерностью как Суперджет - 98-114 мест. И вот их то сделали за 16 лет 559 штук - в среднем по 35 в год. Это темп повыше чем у Суперджета у которого в среднем в год делают около 25 лайнеров, но следует учесть, что когда Бразильцы выходили на рынок там не было такой конкуренции как сейчас. Канадский CRJ1000 вышел на рынок попозже.
Но давайте еще сравним с новейшим бразильским лайнером E-190 E2, который вышел на рынок в прошлом году. И вот тут все грустно, на самолет 47 заказов, за год сделали 5 штук, и от безысходности Embraer продалась Боингу. Не принял пока рынок этот самолет, например у Суперджета, на момент первого полета, было уже более сотни заказов.
Давайте теперь посмотрим на другого конкурента - канадский Bombardier.
Ну, начнем с того, что новейший C-Series так же на рынок не сумел влезть, сколько канадцы о нем говорили, сколько сил и средств потратили на его разработку, столько надежд было. В итоге проект, когда лайнер уже был готов, чуть не закрыли, и спасло его только то, что самолет купила Airbus, и теперь это A220.
Кстати, примечательно то, что самолет то разработали, но по заявлениям руководства Bombardier у компании не хватило ресурсов для продвижения его на рынок. Эй, а как же невидимая рука рынка! Если самолет хороший, разве не должна была выстроится за ним очередь? Что это вообще за "продвижение на рынок" и почему оно стоит денег? Не догадываетесь?
Но ладно, C-Series это не совсем конкурент Суперджета, так как он чуть побольше - от 120 мест, поэтому давайте сравним с более старыми моделями. Прямой конкурент Суперджета это CRJ1000 - стоместная модификация серии CRJ от канадского производителя. Самолет вышел на рынок примерно в то же время что и Суперджет. С тех пор было заказано 68 лайнеров, все они были произведены и поставлены заказчикам. Больше заказов на этот самолет нет.
Так что современные конкуренты российского лайнера популярностью особой не пользуются. Да и не мудрено, вы видели CRJ1000? Это же летающая сосиска!
И канадский и бразильский самолеты гораздо уже Суперджета, там в ряд 4 места, тогда как у Российского фюзеляж гораздо шире, и вмещает 5 мест в ряду. Но главное багажные полки, они у нас полноразмерные, почти такие же как на "взрослых" Боингах и Аэрбасах.
Про других конкурентов, таких как китайский ARJ21 и японский MRJ и говорить не хочется. Китайца пока даже внутри Китая покупают вяло, хотя с их то населением там рынок должен быть огромен, а японское чудо до сих пор никак не допилят, да и размерностью он 88 мест.
В итоге, если так присмотреться поближе, то в сегменте Суперджета 100 он то как раз и является на данный момент самым популярным лайнером в мире! И в сравнении с новейшими лайнерами конкурентов он так вообще бестселлер!
Но давайте все же признаем: ошибкой было не создание этого самолета, а то, что под нажимом тех самых лиц, которые сегодня хают этот самолет, нишу 75 мест отдали "полуукраинскму" Ан-148. Необходимо сразу было развивать полное семейство, так как это сделали Embraer и Bombardier, наши братские чувства и ложный патриотизм сыграли злую шутку, и в итоге самую популярную нишу в 70-90 мест мы упустили.
Хорошо хоть не купились на "полностьюроссийский" Ту-334.
Кстати, подписаться на сообщество «Сделано у нас» на Пикабу можно тут, а телеграм проекта здесь
Мне много раз высказывали в комментариях - мол то о чем ты пишешь это важно, интересно, но всё портит твой стиль подачи - мол ты слишком агрессивен, слишком восторжен, много эмоций, негативных в адрес всепропальщиков, наоборот слишком много восторга в сторону того о чем вещаешь. Плюс очень мало подробностей, тему раскрываю поверхностно, опускаю детали. Опускаю негатив. Короче, моя подача всё портит. Бан, отписка, и не писай в мой горшок.
Ок. Вот вам пример статьи, где всё очень спокойно, без наездов, подробно рассказываю технологию, не утаиваю, что завод закрылся, то есть и ложка дёгтя, так любимая тут определенной частью Пикабушников, присутствует.
И что? Наверное ажиотаж? Хренасдва. Такие статьи тут в пень не упёрлись! Подробно описана технология? Да кому это надо! Да и всё равно, на 32 плюса - 19 минусов. В комментариях хейт. Но меньше, потому что статья даже хейтеров не возбудила, хотя мне кажется такой классной подробной статьи так просто и подробно описывающей технологию производства печатных плат вообще нет в интернете. Я её месяц с главным инженером завода вычитывал и выверял.
Или вот вам другой пример, тоже статья спокойная, хорошо описывающая технологию, рассказывающая о важном для страны производстве: +101. Вот репортаж с литейного завода, тоже спокойно, подробно, про важный завод: +50.
И так всегда, за редкими исключениями. Если я пишу спокойно, без провокации, без восторга, то статьи нафиг никому не нужны на Пикабу. Да это и нормально, кмк, люди сюда приходят не скучные лонгриды почитать. И поэтому очевидны вот эти возмущения от всеропальщиков, которые мимикрируют себя под адекватных: "ой, какая хорошая статья, но подача всё портит, не буду читать" - они хотят, раз уж меня совсем нельзя заткнуть, чтобы я писал так, что мои посты никто бы не читал.
Так вот: хрен вам.
Кстати, подписаться на сообщество «Сделано у нас» на Пикабу можно тут, а телеграм проекта здесь
Этот репортаж был сделан в 2016 году, и тогда завод «Связь Инжиниринг КБ» был первым в России современным заводом по производству печатных плат. Возможно это и сыграло с ним злую шутку: ошибки допущенные в проектировании в итоге приввели к тому, что завод сейчас не работает, и маловероятно, что заработает когда-либо. Но я решил всё равно опубликовать этот репортаж на Пикабу, так как он очень подробно рассказывает о том, как производятся современные многослойные печатные платы. Сегодня в России таких производств уже довольно много: есть попроще, более узкоспециализированные, а есть и более крупные и современные, например Резонит. Но все они устроены примерно так же, как и «Связь Инжиниринг КБ», технология производства везде плюс-минус похожая. Поэтому, если вам интересно именно вникнуть в технологию, то эта статья будет вам интересна.
И еще, хотел бы добавить: как видите, «Сделано у нас» не стесняется присать о закрытиых заводах, потому что мы живем в реальном мире, где, как известно, не ошибается только тот, кто ничего не делает - в мире где есть не только успехи, но и неудачи. Это нормально, это конкуренция, это естественный отбор. И ведь вот там рядом, в Дубне, в 2023 году был запущен другой подобный завод, еще более крупный. А неудачи случаются, но репортаж от этого не становится менее интеренсым.
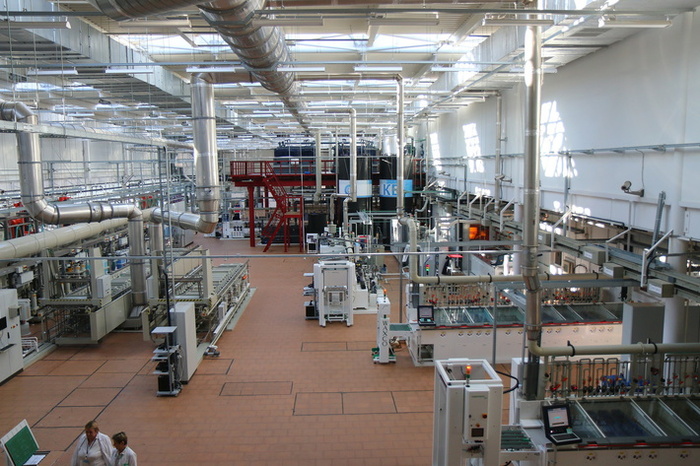
Это тот случай, когда писать статью чертовски сложно. Даже я, инженер-системотехник по образованию, перемещаясь по производственным участкам завода, напичканного разнообразным высокотехнологичным оборудованием, и слушая рассказ об этом производстве, не всё понимал и сыпал вопросами.
Статья получилась объемной, но только так, пройдя по цепочке технологических операций (а их, только основных, около тридцати), можно передать тот восторг, который вызывает это самое современное в России производство печатных плат, находящееся на самом острие науки и технологии, оснащенное самым передовым и гибким оборудованием из существующего в мире, способное производить любые, самые сложные изделия как мелкими сериями, так и промышленными партиями.
ООО «Связь инжиниринг КБ» — резидент Особой Экономической Зоны «Дубна». В 2015-м году компания открыла на территории ОЭЗ новый, суперсовременный завод по производству печатных плат.
Инициатор этого проекта ЗАО «Связь инжиниринг» — компания, занимающаяся разработкой и производством радиоэлектронной и электротехнической продукции для сотовой и фиксированной связи, телерадиовещания, радиолокации, энергетики, железнодорожного транспорта, нефтегазовой отрасли и других отраслей нашей промышленности. Компания имеет два завода: в Москве и Азове, а теперь и собственное производство печатных плат в Дубне.
«Связь инжиниринг КБ» способен производить печатные платы до 6 класса точности включительно и до 25 слоев. Одним словом, на заводе применены самые передовые технологии производства печатных плат, самое лучшее оборудование. Проектная мощность — 55 тыс.м2 печатных плат в год.
Участок мокрых процессов
Для производства печатной платы используются заготовки, которые приходят на склад завода от поставщиков в виде пластин из диэлектрика нескольких типовых размеров. Печатная плата может состоять из нескольких слоёв (многослойная печатная плата — МПП). Технология производства внешних и внутренних слоев отличается.
Все начинается с того, что заготовки для внутренних слоёв отправляются на операцию химической подготовки поверхности перед нанесением фоторезиста.
Установка химической подготовки поверхности
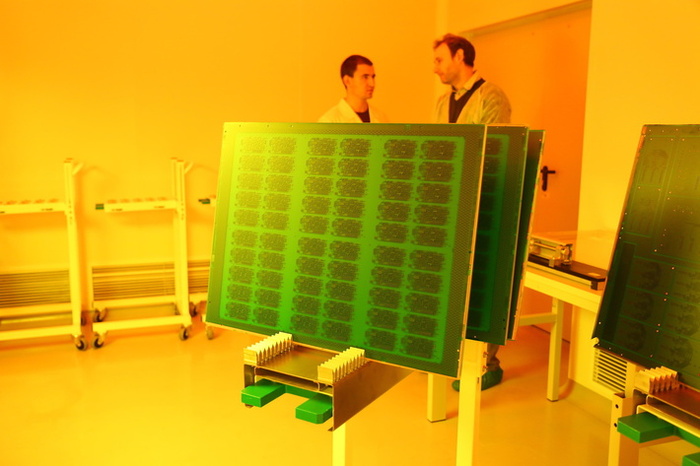
После подготовки поверхности заготовки по конвейеру заезжают в чистые комнаты. Чистая комната — это помещение, где обеспечивается пониженный уровень пыли, так как оседающая на заготовке пыль может стать причиной брака.
В чистой комнате на заготовку наносится фоторезист — специальный материал в виде пленки, который меняет свои свойства при засветке его ультрафиолетом.
Конвейер
Установка нанесения фоторезиста
Почему в чистых комнатах такой свет? Что бы не засвечивать фоторезист.
После нанесения фоторезиста заготовка отправляется на операцию экспонирования — часть фоторезиста засвечивается ультрафиолетом, формируя на поверхности своеобразный рисунок. Засвеченный фоторезист становится нерастворимым в щелочных растворах. Рисунок наносится с помощью установки прямого экспонирования изображения топологии печатных плат.
Установка прямого экспонирования
В установку загружается программа, которая управляет 4-мя головками со светодиодами. Головки, бегая по заготовке, «рисуют» на фоторезистивном покрытии заданное изображение топологии печатной платы. Эта технология, кстати, отличается от той, которую я знал раньше. По старой технологии фоторисунок наносился путем засвечивания фоторезиста через фотошаблон (примерно как наши отцы делали фотографии, засвечивая фотобумагу через негатив). Но такой способ имеет ряд недостатков, например, необходимо подготовить фотошаблон, а это дополнительная дорогостоящая технологическая операция. Фотошаблоны склонны к изменению своих геометрических размеров в процессе хранения от влажности, от температуры, а это снижает точность операции засветки фоторезиста, а значит и ухудшает параметры изделия. И это лишь некоторые из недостатков классической технологии с использованием фотошаблонов. В случае с технологией прямого экспонирования этих недостатков нет. Система технического зрения очень точно, ориентируясь на реперные точки, совмещает заготовку с рисунком, и нанесение происходит максимально точно. Не стоит забывать, что речь идет о многослойных печатных платах, а значит рисунки на разных слоях должны соответствовать друг другу. Установка прямого экспонирования сама контролирует это совмещение, при необходимости масштабируя рисунок, и добиваясь точного совмещения рисунков различных слоев. В случае с классической технологией фотошаблонов в процессе операции ничего изменить уже нельзя. Если требуется другой масштаб, то нужно готовить отдельный шаблон.
Но у старой технологии есть и преимущество: более высокая скорость нанесения рисунка. Впрочем, производительности новейшей установки достаточно для удовлетворения всех потребностей предприятия.
А мы идем дальше по технологической цепочке вслед за заготовкой, на которую уже нанесли рисунок топологии будущей платы. Заготовка отправляется на участок мокрых процессов. Ее снова загружают с помощью специальной загрузочной тележки на конвейер, она выезжает из чистой комнаты и попадает на линию DES.
На этой линии удаляется незасвеченный фоторезист. Остается рисунок — та часть фоторезиста, которая была засвечена ультрафиолетом. После чего происходит травление меди, которая тонким слоем покрывает заготовку. Не защищенная засвеченным фоторезистом медь вымывается специальным химическим раствором. Остаются только медные дорожки под защитным рисунком. После чего защитный рисунок смывается.
Линия DES (проявления фоторезиста, кислого травления, снятия фоторезиста)
На этом производстве, впервые в России, применены установки регенерации травильных растворов. Нужны они здесь по той причине, что в России нет компаний, занимающихся утилизацией травильных растворов. В Европе таким компаниям просто сдается отработавший раствор, и они взамен выдают новый. В России об этом приходится заботиться производителю. Из установок регенерации извлекается медь и другие металлы, раствор корректируется по химии и вновь используется, работая таким образом в замкнутом цикле. Здесь две таких установки: одна для кислых, а другая для щелочных растворов.
Установка регенерации кислого травильного раствора
Но вернемся к нашей заготовке. Сейчас она представляет собой основу с проводниками, сформированными из тонкого слоя меди. Это внутренний слой печатной платы.
Далее, после автоматической оптической инспекции сформированного рисунка и химической подготовки поверхности, для улучшения адгезии слоев при прессовании заготовки уходят на операцию сборки слоев.
Установка сборки слоев печатной платы
Слои перекладываются специальными клейкими листами на основе стеклоткани и эпоксидной смолы — препрегом, и с помощью системы технического зрения, по реперным точкам, позиционируются относительно друг друга, потом кладется следующий слой, и операция повторяется.
После того как все слои собраны, этот «бутерброд» фиксируется и уходит на операцию прессования. Собираются пресс-формы: две плиты, верхняя и нижняя, между которыми укладываются пакеты. Для формирования наружных слоев используется медная фольга, которая укладывается при сборке пресс-форм. Пакеты конвейерной системой загружаются в пресса.
Установка прессования слоев печатной платы
После операции прессования пакета начинается формирование наружных слоёв МПП.
Первым делом в заготовках сверлят отверстия. Для этого на заводе есть участок сверления, который оснащен множеством современных сверлильных станков с программным управлением.
Участок сверления заготовок
Все станки автоматизированы и предназначены для одного и того же: они по заданной программе сверлят отверстия в заготовках плат. Но ради гибкости производства разные станки имеют свою специфику. Например, одни из них могут одновременно обрабатывать несколько одинаковых плат, тогда как другие могут одновременно обрабатывать несколько как одинаковых, так и разных плат. И выбор каждого из них диктуется размерами партии. Мелкие партии плат оптимально сверлить на одних станках, а крупные партии на других.
Установка сверления больших партий заготовок
Сверлильное оборудование система «Куб»
После операции сверления и механической обработки отверстий заготовку отправляют на операцию металлизации. Впервые в России применена технология горизонтальной металлизации печатных плат на линии производства компании Atotech (Германия), позволяющая сократить цикл металлизации на 30-40%.
Установка горизонтальной металлизации печатных плат
Далее заготовка проходит в целом те же этапы, что и внутренние слои, о которых я уже рассказал выше. На наружных слоях так же нужно сформировать проводники, поэтому заготовки уходят на операцию нанесения фоторезиста, засветки, травления и т. д.В итоге так же как и на внутренних слоях, на поверхности наружных слоев формируются проводники согласно топологии.
В процессе производства возможны различные ошибки, поэтому изделие на различных этапах необходимо проверять на наличие дефектов.
Одна из таких проверок — оптический контроль. Его осуществляют после травления проводящего рисунка, заготовка визуально проверяется на соответствие базовому рисунку. Установки оптического контроля по заданной программе находят отклонения от шаблона и показывают оператору. Оператор принимает решение, что с этим делать.
Станции оптического контроля
После оптического контроля заготовка отправляется на операцию нанесения паяльной маски. Паяльная маска — это специальный защитный слой, который вы можете увидеть практически на любой печатной плате, обычно он зеленый, хотя может быть и других цветов.
Есть два способа нанесения паяльной маски. Первый способ — распыление. В конвейерной системе заготовка в вертикальном положении проходит через систему, где специальные распылительные головки наносят паяльную маску. После подсушивания заготовка уходит по конвейеру для дальнейших операций.
Установка нанесения паяльной маски методом распыления
Есть и другой, более старый способ — паяльная маска наносится сеткографическим способом, рисунок наносится путем продавливания пастообразной краски через специальную сетку.
Установка нанесения паяльной маски трафаретным способом
Для чего две технологии, предназначенные для одной и той же операции? Для гибкости. Иногда заказчик хочет паяльную маску другого цвета, например, синюю. Чтобы не перенастраивать сложную современную линию, можно использовать классическую установку, которая менее производительна, но её проще перенастроить. К тому же это резерв на случай, если что-то случится с основной линией.
Кстати, возможно вы уже заметили, одни и те же технологические операции зачастую можно проводить на разном оборудовании. Это сделано для гибкости производства под потребности заказчика и оптимизации технологических процессов, разное оборудование использует разные принципы, которые имеют свои плюсы и минусы. Для разных задач, например, в зависимости от размеров партии, типа изделия, требований заказчика может лучше подходить одно или другое оборудование. В частности, поэтому завод может одинаково эффективно производить как малые партии печатных плат, так и большие серии в промышленных масштабах.
Вот что получается.
Заготовка после нанесения паяльной маски
Паяльная маска, так же как и проводники, имеет свой рисунок, она должна закрывать проводящие дорожки, но контактные площадки должны быть открытыми.
Для создания рисунка паяльной маски снова наносится фоторезист, и на нем ультрафиолетовым излучением создается рисунок паяльной маски — засвеченные и незасвеченные области. Но на этот раз используется классическая технология засветки через фотошаблон. Почему так? Как я уже говорил, классическая технология быстрее технологии прямого экспонирования. Так как в случае с паяльной маской не нужна повышенная точность и высокое разрешение рисунка, на первый план выходит скорость операции.
Установка экспонирования
Установка совмещает фотошаблон по специальным реперным точкам с платой, после чего шаблон и плата заезжают внутрь, где происходит засветка ультрафиолетом.
После нанесения паяльной маски и засветки рисунка заготовки снова уходят на участок мокрых процессов, то есть на химическую обработку. Удаляется незасвеченный фоторезист, незащищенные участки паяльной маски вымываются, после чего смывается и защитный слой фоторезиста.
После обработки паяльную маску необходимо просушить, в процессе сушки паяльная маска полимеризуется и дубеет, от того процесс называется дублением. Для дубления тут уже привычно есть две установки. Конвейерная система для крупных серий.
Установка дубления паяльной маски
Сушильные шкафы для мелких партий.
Сушильные шкафы
Каждая плата или отдельные контакты должны быть промаркированы. Этим занимается установка нанесения маркировки. Если раньше маркировка наносилась сеткографическим способом, то здесь этим занимается по сути специальный струйный принтер, печатающий по заданному рисунку специальной краской.
Установка нанесения маркировки
Теперь на контактные площадки необходимо нанести финишное покрытие. Основное назначение таких покрытий — защитить медную поверхность контактных площадок и обеспечить качественную пайку электронных компонентов на печатные платы. Выбор конкретного покрытия определяется назначением тех элементов печатного рисунка, которые им покрываются.
Завод имеет полный набор оборудования для нанесения широкого спектра финишных покрытий, например, гальванического или иммерсионного золота, олова или серебра.
Установки нанесения финишных покрытий – иммерсионного золота и иммерсионного олова
После нанесения финишного покрытия изделие снова отправляется на проверку, на сей раз это электрический контроль: проверяются электрические цепи платы. Существует, как мы уже привыкли, два способа. Первый — по технологии летающих щупов — в установке плата «прозванивается» согласно заданной программе тестирования по контактам специальными щупами.
1/2
Установка электрического контроля с автоматическим загрузчиком, а на 2м фото без него.
Но есть и другая технология, которую обеспечивает установка адаптерного типа. Одна из первых в России. Плата укладывается на специально созданную для неё контактную площадку,"ложе гвоздей", и прозванивается вся сразу. Этот способ очень быстрый, но высоки трудозатраты на создание контактной площадки. Поэтому такой способ применяется в крупных сериях плат.
Установка электрического контроля адаптерного типа
Это еще один пример того, что производство не ограничено размерами серии, одинаково эффективно можно делать и малые, и средние, и большие партии.
Но на этом производственный процесс не окончен. На одной заготовке может быть несколько плат. И заготовку нужно порезать. Делают это на участке фрезерования.
Участок фрезерования
Оцените пейзаж за окном. Здание завода спроектировано очень светлым, со стеклянными окнами в крыше, а в таких вот помещениях, с окнами в пол, за которыми видны зеленые ровные лужайки и лес, уверен, очень приятно и легко работать!
Еще есть установка лазерной резки. Позволяет резать и сверлить различные материалы, особенно тонкие. Применяется для изготовления гибко-жестких печатных плат. Гибко-жесткие печатные платы — это платы, которые могут размещаться в сложных корпусах, принимая их форму.
Установка лазерной резки и сверления
В итоге после всех операций мы получаем вот такой продукт. Ну или любой другой, какой угодно сложный.
Но это еще не все. Несмотря на то что здесь установлены установки регенерации травильных растворов, в процессе производства появляются отходы, поэтому есть здесь и очистные сооружения. Предприятие ответственно относится к экологии Дубны.
Очистные сооружения Связь Инжиниринг КБ
Меня сложно чем-то впечатлить. Я побывал на многих заводах, включая высокотехнологичные производства микроэлектроники. Но настолько современного, сложного и технологичного производства я еще не видел. И это я еще упростил, рассказав только о негативной технологии производства МПП, а есть еще и позитивная, которая имеет ряд существенных отличий.
Но в Особой Экономической Зоне «Дубна» еще много очень интересных и технологичных производств. И я очень надеюсь, что мой визит сюда не последний, тем более что в разговоре с генеральным директором ОЭЗ «Дубна» Антоном Владимировичем Афанасьевым я почувствовал искреннюю гордость за то, что тут сделано, и желание поделиться этой гордостью со всеми. И наш проект постарается ему в этом помочь.
Кстати, подписаться на сообщество «Сделано у нас» на Пикабу можно тут, а телеграм проекта здесь
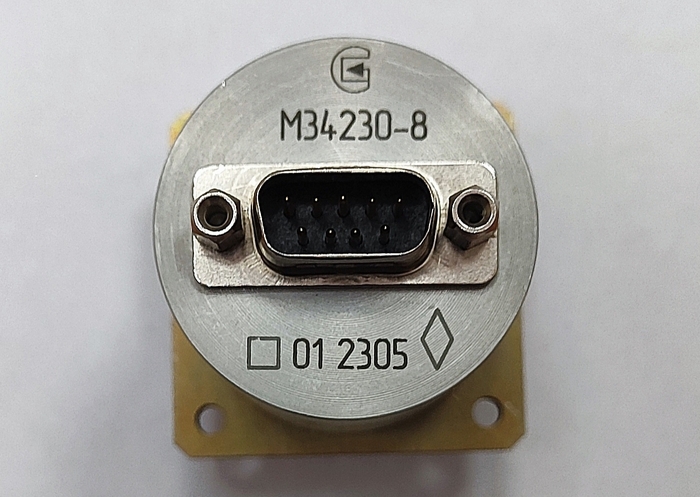
Холдинг «Росэлектроника» поставил первые СВЧ-модули собственного производства для аппаратуры наземного, воздушного и космического базирования. Эти устройства представляют собой ключевой элемент в современных радиотехнических системах и предназначены для замены зарубежных аналогов, ранее поставлявшихся из США, Германии и Франции.
Модули СВЧ серии М34230 разработаны Специальным конструкторским бюро по релейной технике (СКТБ РТ, входит в холдинг «Росэлектроника»). Они полностью заменяют модули серий 535, 545 и 565 фирмы Dow Key Microwave Corporation (США), а также являются функциональной заменой комплектующих фирм Radiall SA (Франция), Teledyne Technologies Incorporated (США), Tesat-Spacecom (Германия). Применение современной отечественной электронно-компонентной базы позволило снизить цену российских СВЧ-модулей на 40-55% по сравнению с зарубежными аналогами.
«На протяжении многих лет в сегменте СВЧ-модулей доминировали иностранные производители. Ограничение поставок зарубежной ЭКБ создавало сложности при разработке отечественной аппаратуры. Применение модулей М34230 производства СКТБ РТ сократит сроки проектирования и производства конечных изделий и снизит их себестоимость. Предприятие уже передало заказчикам более 80 СВЧ-модулей и продолжает наращивать их выпуск», — отметил заместитель генерального директора СКТБ РТ по развитию бизнеса Дмитрий Бадулин.
Новые СВЧ-модули разработаны для коммутации высокочастотных сигналов с частотой до 18 ГГц, что делает их универсальными для применения в различных условиях. Они обладают повышенной устойчивостью к экстремальным нагрузкам: устройства способны выдерживать многократные механические удары с ускорением до 50g, что эквивалентно воздействию мощных вибраций и тряски. Кроме того, модули сохраняют работоспособность в широком температурном диапазоне — от -60 до +85 градусов по Цельсию, что позволяет использовать их как в условиях арктического холода, так и в жарком климате.
Особого внимания заслуживает их устойчивость к акустическим нагрузкам. Модули способны функционировать при уровне шума до 150 дБ, что сопоставимо с воздействием ударной волны сверхзвукового самолета или выстрелом из гладкоствольного ружья 12-го калибра. Для сравнения, такой уровень шума превышает порог болевого ощущения для человека и может привести к слуховой травме.
Важно отметить, что СВЧ-модули на 100% состоят из материалов и комплектующих, произведенных в России.
20.10.2020. На заводе «Уральские локомотивы» дан старт строительству производства высокоскоростных поездов
На заводе «Уральские локомотивы» (г. Верхняя Пышма, Свердловская обл.) началось строительство единственного в России производственного комплекса для выпуска высокоскоростных электропоездов (эксплуатируются на высокоскоростных магистралях, ВСМ, конструкционная скорость до 360 км/ч). Первый поезд должен быть создан к 2023 году.
Тот факт, что об этом написал авторитетнейший источник, не оставляет сомнений в том, что проект будет успешно реализован в заявленные сроки.
27.06.2016. РЖД и «Синара» создают СП с компаниями КНР по производству поездов для ВСМ
РЖД, China Railway, группа «Синара» и китайская компания CRRC подписали соглашение о создании в России совместного предприятия с производством на нем не менее 100 высокоскоростных поездов, сообщает «Синара».
Подписанное соглашение направлено на удовлетворение потребности РЖД в поездах для высокоскоростной железнодорожной магистрали (ВСМ) Москва-Казань ─ приоритетного проекта Евразийского высокоскоростного транспортного коридора Москва-Пекин. Предполагаемая скорость таких поездов может превышать 300 километров в час.
Как хорошо, что всего через 9 лет после этой новости мы уже можем прокатиться с ветерком на нашем отечественном высокоскоростном поезде по нашей отечественной высокоскоростной магистрали в Казань!