Как устроена ТЭС. Черепетская ГРЭС
Сегодняшний репортаж будет про Черепетскую ГРЭС, которая расположена в Тульской области. На подобных электростанциях я еще не был, потому мне интересно было узнать как все устроено внутри, и как вырабатывается электричество на таких объектах.
Отдельная благодарность донатерам прошлого поста - @LapaElovaya @gt63

Черепетская ГРЭС была построена на реке Черепеть, в г.Суворов юго-западнее Тулы, в 1953 г. Место для электростанции было выбрано по двум критериям: с одной стороны недалеко от шахт Подмосковного угольного бассейна, с другой — сравнительно недалеко от потребителей электроэнергии, расположенных в пределах Московской, Тульской, Орловской, Брянской и Калужской областей.
Для работы электростанции было построено водохранилище с целью забора воды на охлаждение технологических систем. Черепетская ГРЭС проводит периодическое зарыбление водохранилища. Так выглядит станция ночью, с противоположной стороны водохранилища.

При строительстве станции был решен ряд сложных технических проблем, создан сложный механизм (энергоблоки) с увязкой автоматической работы высокотехнологичного оборудования такого как: котлоагрегаты, паровые турбины, генераторы, питательные насосы, электродвигатели, воздушные высоковольтные выключатели, трансформаторы, комплектные распределительные высоковольтные устройства.

Для нового производства были созданы и освоены новые марки жаропрочных сталей аустенитного класса для изготовления деталей машин: паропроводов, арматуры, деталей и узлов турбин и котлоагрегатов. Строительство было начато в 1950 году, первый блок запущен в 1953 году, последний (девятый блок) — 3 июня 2015г.

На фото градирня, она служит для охлаждения использованной в системе воды, которая потом опять вернется в цикл работы электростанции. Сверху идет пар, а не дым, как я думал раньше.

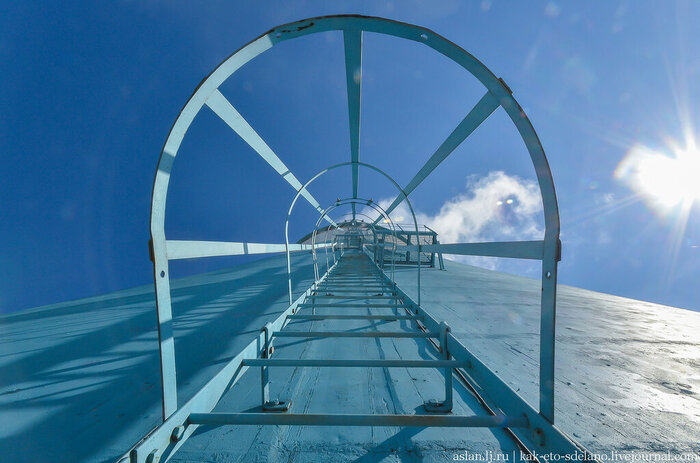
Подойдем ближе, и поднимемся на нее. Я останусь на первом уровне, а мои коллеги поднялись выше.



На фото водонасосная станция, которая берет воду из водохранилища, чтобы восполнить часть испарившейся воды в работе станции.

А эти фото внутри градирни, таким образом вода охлаждается.


На фото девятый энергоблок

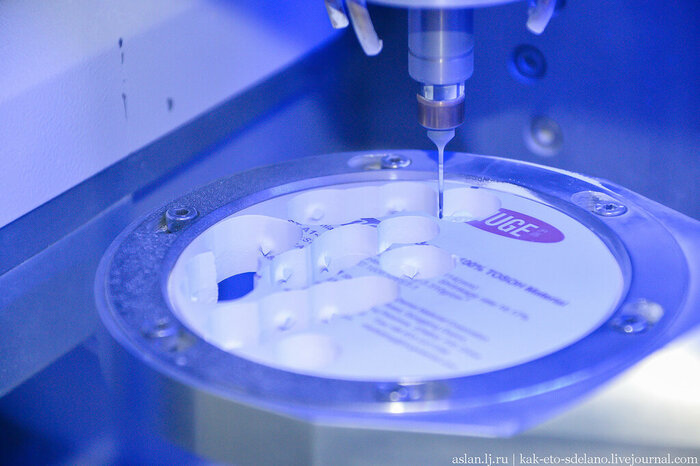
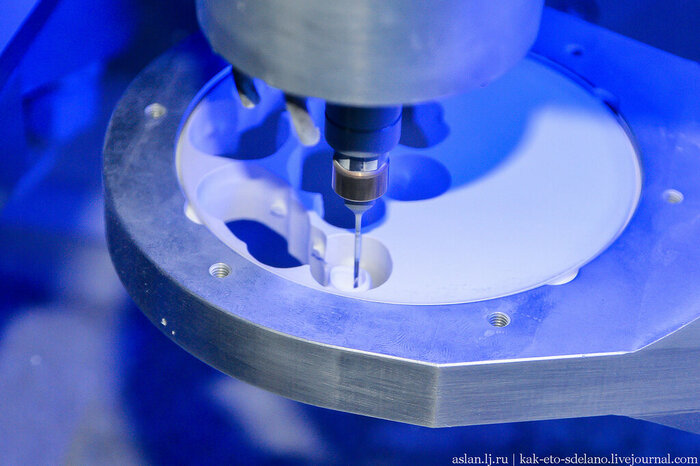
В этих баках вода обессоливается, превращая ее в дистиллированную, чтобы она не испортила систему солевыми отложениями.

Вода здесь проходит различные степени очистки.

А теперь пройдем внутрь станции.

Тут сплетение труб, точное назначение которых может сказать только специалист. Раз уж мы зашли в помещение энергоблока, то начну рассказ о том, как все-таки работает и устроена ГРЭС. Изначально станция проектировалась на работу с подмосковным бурым углем, позднее, после закрытия шахт ее перевели на каменный уголь Кузбасса. Блоки №8,9 запроектированы и работают на каменном угле Кузбаса поставляемого железнодорожным транспортом.
Черепетская ГРЭС – мощная паротурбинная электростанция, рассчитанная на сверхвысокие параметры пара (давление 170 атмосфер, температура 550°С).

В период с 1952 по 1966 гг. за счет монтажа четырех энергоблоков по 150 МВт и трех энергоблоков по 300 МВт мощность Черепетской ГРЭС достигла 1500 МВт. В настоящее время на станции работают 6 энергоблоков: три дубль-блока по 140 МВт каждый, два моноблока мощностью по 300 МВт каждый и два моноблока мощностью 225 МВт.

Необходимый для горения топлива воздух подается в котел дутьевыми вентиляторами. Дым, образующийся при сгорании топлива отсасываются дымососами и отводятся через дымовые трубы в атмосферу. Совокупность каналов (воздуховодов и газоходов) и различных элементов оборудования, по которым проходит воздух и дымовые газы, образует газовоздушный тракт тепловой электростанции (теплоцентрали).

Входящие в его состав дымососы, дымовая труба и дутьевые вентиляторы составляют тягодутьевую установку. В зоне горения топлива входящие в его состав негорючие (минеральные) примеси удаляются из котла частично в виде шлака, а значительная их часть выносится дымовыми газами в виде мелких частиц золы. Для защиты атмосферного воздуха от выбросов золы перед дымососами (для предотвращения их золового износа) устанавливают фильтры - золоуловители.

Шлак и уловленная зола удаляются на старых очередях обычным гидравлическим способом на золоотвалы. На новых блоках применена так называемая пневматическая система сухого золо-шлакоудаления. При сжигании мазута и газа золоуловители не устанавливаются. При сжигании топлива химически связанная энергия превращается в тепловую. В результате образуются продукты сгорания, которые в поверхностях нагрева котла отдают теплоту воде и образующемуся из нее пару.
Совокупность оборудования, отдельных его элементов, трубопроводов, по которым движутся вода и пар, образуют пароводяной тракт станции.
На фото одна из турбин, которая вырабатывает электричество.

На тепловой электростанции топливо сгорает в котле, с образованием высокотемпературного пламени. Вода проходит по трубкам через пламя, нагревается и превращается в пар высокого давления. Этот пар, имеющий давление около 240 килограммов на квадратный сантиметр и температуру 524°С (1000°F), приводит во вращение турбину. Турбина вращает гигантский магнит внутри генератора, который вырабатывает электроэнергию. Выйдя из турбины, пар поступает в конденсатор, где омывает трубки с холодной проточной водой, и в результате снова превращается в жидкость.
Вот наглядная схема того, как это все происходит.
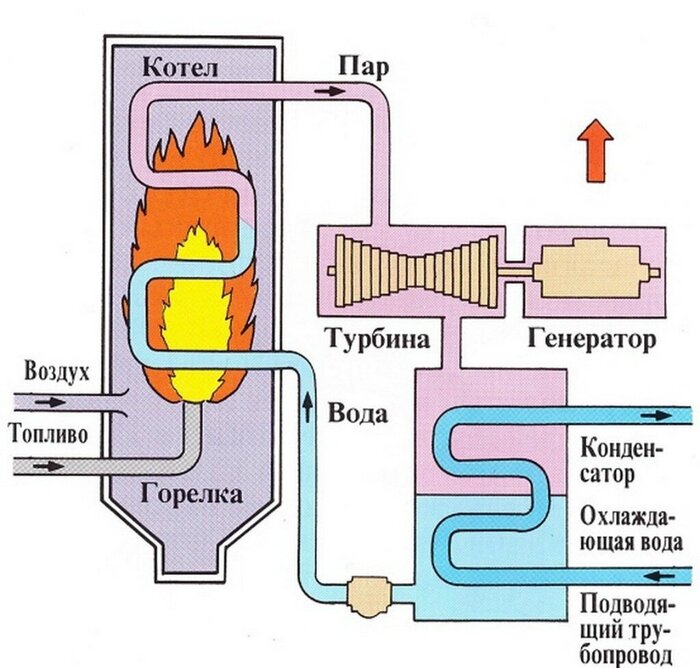
В котле вода нагревается до температуры насыщения, испаряется, а образующийся из кипящей котловой воды насыщенный пар перегревается. Из котла перегретый пар направляется по трубопроводам в турбину, где его тепловая энергия превращается в механическую, передаваемую на вал турбины. Отработавший в турбине пар поступает в конденсатор, отдает теплоту охлаждающей воде и конденсируется.

На современных ТЭС и ТЭЦ с агрегатами единичной мощностью 200 МВт и выше применяют промежуточный перегрев пара. В этом случае турбина имеет две части: часть высокого и часть низкого давления. Отработавший в части высокого давления турбины пар направляется в промежуточный перегреватель, где к нему дополнительно подводится теплота. Далее пар возвращается в турбину (в часть низкого давления) и из нее поступает в конденсатор. Промежуточный перегрев пара увеличивает КПД турбинной установки и повышает надежность ее работы.
Продолжение здесь - Как устроена ТЭЦ. Черепетская ГРЭС. Часть 2
Познавательные посты и видео о том как устроены вещи, как работают и как это сделано публикуются в сообществе Как это сделано, присоединяйтесь, там много интересного!